

Имитация токаря
Показать полностью
1
Хеллоу, уважаемые. Это вам картинка для привлечения внимания:

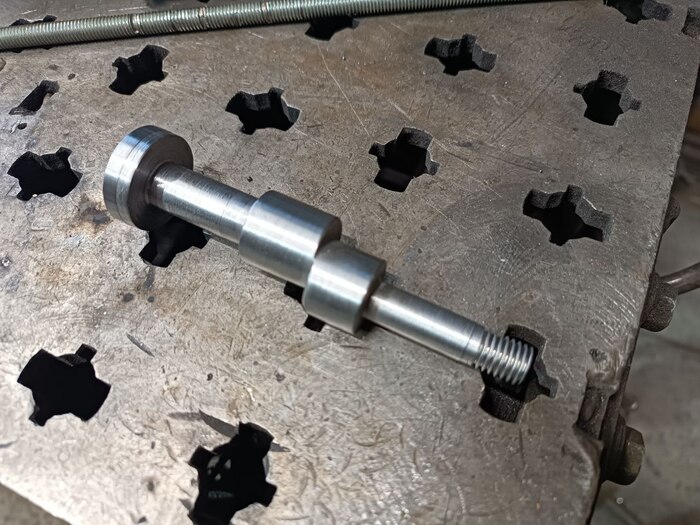
По сути, мы можем получить эксцентрик несколькими способами, в зависимости от его формы и назначения. Например, на токарно-затыловочном станке можем? Можем канеш. Но такой мало у кого есть. На ЧПУ-фрезере можем? Да, разумеется. Если речь об отдельном кулачке, то мы его можем выполнить на фрезере, копировально-фрезерном, вырезать на эрозии и так далее и напрессовать на вал... Если речь о вале с несколькими осями вращения, тут, разумеется, варианты с резкой менее удобны (если вообще реальны), но можно, например, сделать два отдельных полувала и запрессовать одно в другое или обварить. Но всё это опять же не всегда возможно, т.к., например, стали типа 30ХГСА из которых частенько делают такие поделки относятся к ограниченно свариваемым. Короче, нам надо максимально просто и быстро, верно? Давайте рассмотрим изготовление вчерашнего винта. Он оформлен из цельняка. Сперва, разумеется, надо сделать чертёж, чтобы рассчитать диаметр заготовки.
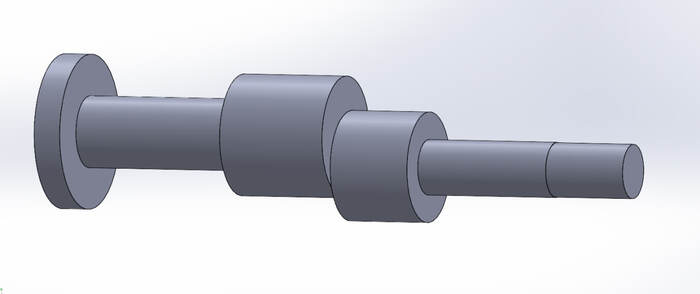
вот такую штуку надо получить. фаски, канавка для выхода резца и т.п мелочи схематично не указаны.
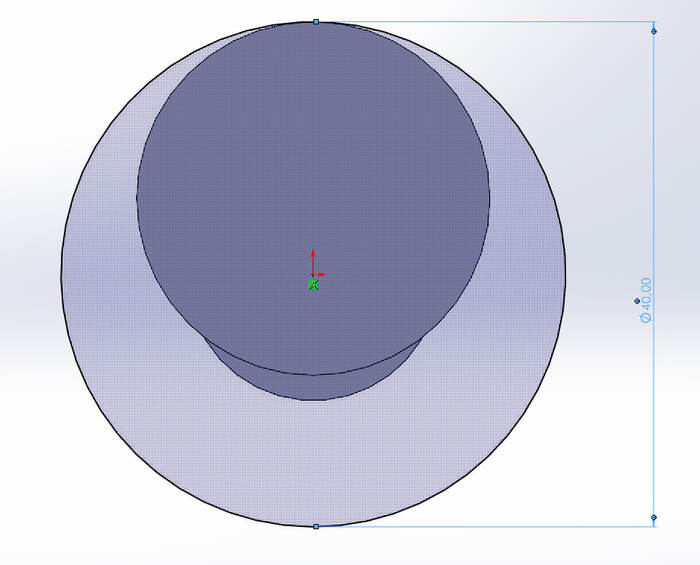
Если же мы посмотрим будущему винту в торец, то увидим, что для изготовления такого изделия нам понадобится круг диаметром 40мм. Ну желательно в плюсе, если шляпка должна иметь приличную поверхность.
Далее мы разбиваем изделие виртуально на две части, каждая из которых имеет свою ось вращения.. Т.е. сперва обрабатываем то, что лежит в одной оси, прям из болванки. С этим, наверное, проблем не должно возникнуть.
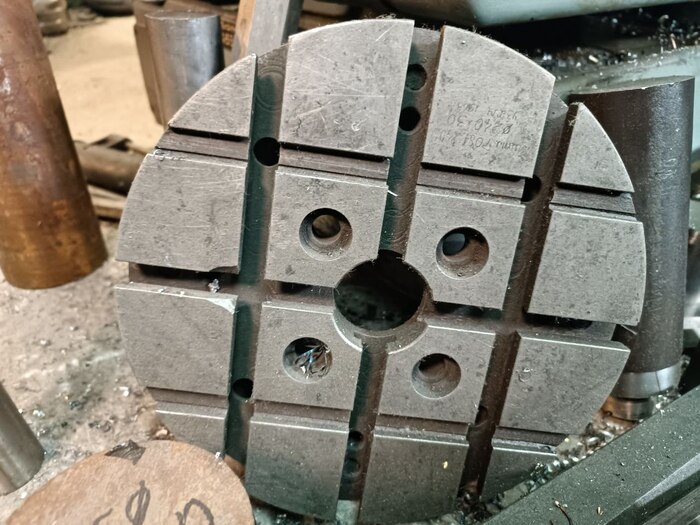
Далее у нас возникает необходимость сместить ось. Как это сделать на токарном станке? Есть несколько вариантов. Например, использование четырёхкулачкового патрона с независимым движением кулачков. Поскольку они настраивуются индивидуально, то ничего не мешает выставить деталь по центру в паре противолежащих кулаков и сместить пару других кулаков на величину эксцентриситета. Так? Ну типа. Только это весь хлопотно. Сперва надо выставить деталь строго по центру по индикатору, а потом, по индикатору же, смещать. Долго, хлопотно, но весьма точно.

Вариант 2. Планшайба. Ну для крепления детали типа вал, наверное, саааамая дурацкая затея. придётся много городить, либо ставить трёхкулачковый патрон на неё со смещением. Однако, патрон имеет нефиговую массу и чем больше жксцентриситет - тем грустнее будет из-за вибраций. Если вы полагаете, что станок промышленного размера, типа 16К20 или 1К62 не умеет прыгать - вы ошибаетесь. Прям умеет. Соответственно, скорость вращения шпинделя будет низкая, чистота поверзности херовая и тогдалие.
Вариант 3. Частный случай вар.2
Универсальная планшайба от ИТ1М. Не знаю, почему таких не делали на 1К62 и 16К20, однако от ИТшки она болт-он запрыгивает на шеснарь, потому как условные конусы у них одинаковые. Эта планшайба имеет линейку, по какой каретку моно выставить на нужный эксцентриситет. А промимо этого на каретку планшайбы вешается "лопата", она же "поднос" регулируемая по углу. В данном случае она откинута. Но опять жи, это всё ниоч как-то.

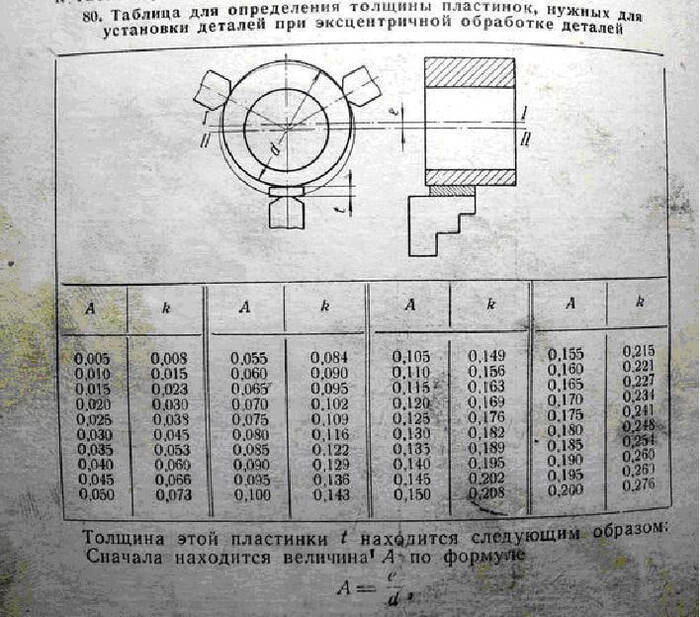
Относительно простой вариант - задание эксцентриситета с помощью пластинок. Нужен обычный трёхкулачковый патрон, на один из кулаков какового накидывается нужная высота пластинками. Считается по формуле. Вроде просто, но нет. Способ не сложный, но как именно токарь будет набирать 1,488 мм для нужного эксцентриситета - неясно. Не, ну если у тебя есть плоскошлиф и метрологичка, канеш, можно прошлифовать как надо и юзать невозбранно. Но нам же надо максимально быстро и просто, а не задолбаться...
Поэтому я лично в данной работе пошёл по варианту эксцентриковой муфты. Выточить произвольную бобышку - не сложно. Занулиться на сверлилке\фрезере по центру бобышки - не проблема. А далее, сместил стол по линейкам, индикатору или УЦИ на нужное значение и навалил дырку не в центре.
Дальше многое зависит от размеров детали. Эту же бобышку можно сделать разрезной, профигачив паз хоть болгаркой, хоть дисковой фрезой, хоть эрозией с "толстой" стороны. Или, если бобышка миниатюрная, сразу резануть её на эрозии...

Если муфточка разрезная, то крепление и фиксация детали в ней, разумно предположить, осуществляется затягиванием патрона и деформацией (относительно упругой) муфты. Если неразрезная или деталь имеет очень короткий хвост - можно вклеить на цианакрилат. Можно со стороны шпинделя гайкой или винтом её заневолить. В данном случае я сделал отверстие подкалиберное прям, под развёртку. С обратной стороны закрутил гайку, а до того ещё и на клей. А уже на станке, соответственно, аккуратно с небольшими подачами сделал центровочное отверстие и подпёт деталю центром.
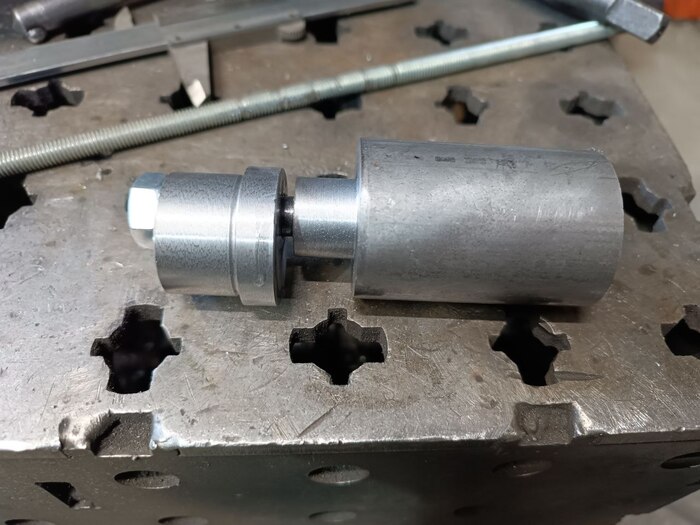
Ну типа как-то так, получается жи.
Ах да. Забыл. Прежде чем точить вторую сторону - на выключенном шпинделе подведите резец и, прокручивая шпиндель посмотрите, где у вас "орбита" вращения детали. А то можно заездон сделать. И всю работу заруинить и резец сломать. Короче, ничего сложного, прямо скажем. Просто чуток подумать по технологии, в голове прокрутить пару раз и сделать.
Всем болт, чуваки.
Есличо, в профиле есть ссылочка на телегоканал. Там вся эта мудянка прям в онлайне происходит. Собсна, эта простыня и была накатана по просьбе подписчика. А то чо нет то?
Станкостроительный завод «Саста» принял участие в крупнейшей в РФ тематической выставке "Металлообработка-2024"
На совместном стенде «БПК» (головная компания) и «Састы» стенде было представлено металлообрабатывающее оборудование российского и иностранного производства:
СТАНКИ РОССИЙСКОГО ПРОИЗВОДСТВА «САСТА»
- НОВЫЙ фрезерный обрабатывающий центр мод. ВМС1300, размер стола 1500х660 мм, ВТ50, - пост о нем обязательно выложим! Этот станок широко применим на машиностроительных заводах и предприятиях ОПК. Предназначен для силовой обработки, в том числе тяжелых металлов. Вся линейка фрезерных станков в будущем будет производиться на нашем новом заводе в Санкт-Петербурге.
- Токарно-фрезерный обрабатывающий центр мод. НТ500С10Ф4 с осью Y, max диаметр и длина обработки Ø600х1000 мм, - наш бестселлер, станки серии НТ с наклонной станиной эксплуатируются на многих промышленных предприятиях РФ

- Токарно-фрезерный обрабатывающий центр мод. НТ250 с осью Y, max диаметр обработки Ø210 мм - "младший брат" модели выше.

- К сожалению, не смогли продемонстрировать на выставке наш новый флагман - 5-ти осевой обрабатывающий центр НТ700-5Х, поддерживающий полноценную 5-ти осевую обработку. Это многофункциональный станок, необходимый для производства сложных деталей и ответственных узлов для двигателестроения и авиации. Изначально планировали привезти этот станок на выставку живьем. Но он уже продан – готовится к отправке заказчику (авиастроение). Обзор на данное оборудование обязательно выложим - а ниже (для затравки) предлагаем пару фото со сборки.


Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
🟦 Монтаж станков #Саста к выставке #Металлообработка2024 идет полным ходом!
🟦 Ждем вас на совместном стенде «Балтийской Промышленной Компании» и станкостроительного завода «Саста»!
🟦 20-24 мая, ЦВК #Эспоцентр, Краснопресненская набережная, 14
🟦 Павильон 2, зал 2, стенд 22D40
🟦 Мы подготовили новинку - фрезерный обрабатывающий центр, а также представим два токарных обрабатывающих центра наклонной компоновки с обновленной облицовкой!

Холдинг по станкостроению "СТАН", входящий в состав Госкорпорации "Ростех", представил обновленную версию токарного обрабатывающего центра 1728Y с расширенным функционалом. Новинка оснащена дополнительной координатной осью, что позволяет осуществлять высокоточную обработку сложных деталей для авиационных агрегатов и двигателей. Публичная презентация нового оборудования состоится на выставке "Металлообработка-2024" в Москве.
Станок 1728Y предназначен для обработки сложных деталей, используемых в авиационных агрегатах и двигателях, таких как валы приводов, роторы и турбины. Технические характеристики станка позволяют работать с различными материалами, включая черные и цветные металлы, титановые сплавы и жаропрочные стали.
Модель 1728Y отличается усовершенствованной кабинетной защитой в новом эргономичном исполнении. Специалисты Рязанского станкозавода разработали более компактное исполнение станка с широким доступом для обслуживания со всех сторон. Улучшенная кабинетная защита в полуоткрытом исполнении сократилась в 1,5 раза по сравнению с предыдущей версией до размеров 4420×2480 мм (против 6240×3070 мм у предыдущей версии).
Еще одним новшеством станка является измененный способ извлечения стружкоуборочного конвейера, что значительно упрощает процесс обслуживания и оптимизирует пространство вокруг него, повышая безопасность и удобство работы. Это решение также позволяет эффективнее использовать производственные площади цеха. Кроме того, станок оснащен отечественным ЧПУ, гидростанцией и асинхронными двигателями. Станина и стружкоуборочный конвейер произведены на стерлитамакском предприятии СТАНа — ООО НПО "Станкостроение" в рамках межзаводской кооперации.
"В прошлом году холдинг "СТАН" провел реорганизацию производственных процессов, что обеспечило устойчивое функционирование в новых геополитических и экономических условиях. Для реализации программы импортозамещения мы активно развиваем межзаводскую кооперацию, увеличивая объемы сотрудничества между предприятиями внутри холдинга. Сегодня практически все заводы "СТАН" включены в цепочку поставок взаимной продукции, что стало неотъемлемой частью производственного процесса", — отметил управляющий директор Госкорпорации "Ростех" по станкостроению и особым проектам Семен Якубов.
Выставка "Металлообработка-2024" пройдет с 20 по 24 мая в Центральном выставочном комплексе "Экспоцентр" на Красной Пресне. Экспозиция холдинга "СТАН" будет располагаться на стенде 21D70 в первом зале второго павильона.
Нашел тут диск, с трудом вытащил с него все имеющиеся мануалы на английском и русском
может кому надо:
[Lathe Operator]
96-0118 Russian Lathe.pdf
96-8700 English Lathe.pdf
37 641 Кбайт в 2 файлах/файле
[Mill]
96-0117 Russian Mill.pdf
96-8000 English Mill.pdf
46 866 Кбайт в 2 файлах/файле
[Rotary Tailstock]
96-0166 Russian Tailstock.pdf
96-0315 English Rotary.pdf
96-0328 Russian Rotary.pdf
96-5000 English Tailstock.pdf
17 963 Кбайт в 4 файлах/файле
[Service\Electrical Service]
96-0284C English Elec Service.pdf
96-0304 Russian Elec Service.pdf
Electrical Schematics.pdf
41 047 Кбайт в 3 файлах/файле
[Service\Mechanical Service]
96-0283C English Mech Service.pdf
96-0303 Russian Mech Service.pdf
209 464 Кбайт в 2 файлах/файле

Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.
Посчастливилось стать обладателем сего девайса. В Спортлото уже написал, по поводу жестокого обращения с токарными станками.







