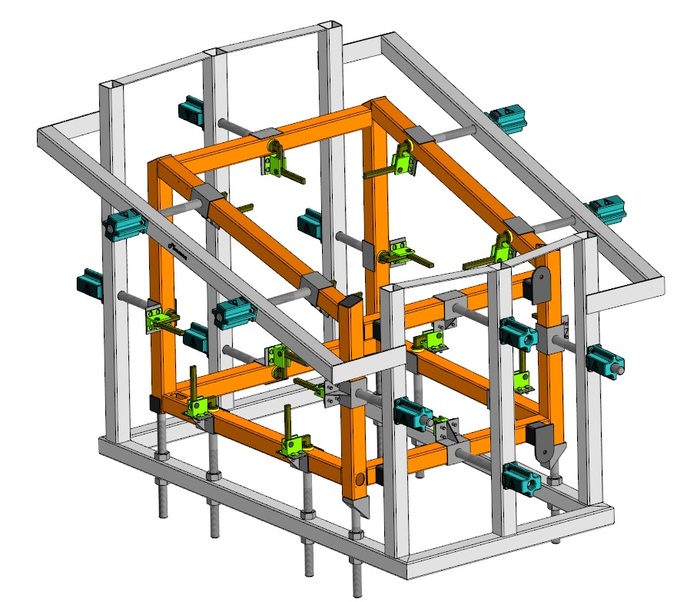
Любите проектировать в Компасе? Кидайте свои работы! На изображении проектирование сборочно-сварочной оснастки для изготовления сварной металлоконструкции "Каркас" кабины автогрейдера. Для позиционирования отдельных элементов конструкции применяются актуаторы (изображены схематично). Задача была - разработать максимально простое приспособление (как в использовании, так и в изготовлении), обеспечивавающее необходимую точность сборки и частичную механизацию процесса.
Работаю на одном из крупных вертолётных заводов страны. Производим вертолёты "МИ". Это моя "первая нормальная" работа после выпуска из института, попал прям в хорошее место, в хороший коллектив, где есть и старики, готовые учить и рассказывать. И много молодых(до 30), но не менее подкованных и грамотных (да и просто классных парней!) и непосредственное начальство, которое за тебя может вступиться.
Про работу не сказал... Она заключается в 3D моделировании оснастки (приспособлений) и дальнейшем выпуске чертежей для сборки, клёпки, сварки, прихватки и выклейки (выклеиваем стеклоткань). Приспособления проектируем как для изготовления мелких деталей, так и огромные стапеля для стыковки узлов и агрегатов в готовый вертолёт.
3-х этажные стапеля для финальной сборки МИ-26, страшно представить, как их без компьютера от руки чертили.
На предприятии хорошая система "отгулов-переработок". Коротко, если ты захочешь уйти по своим делам (зубник или просто в пятничку по раньше свалить или вообще не прийти), то отработай положенные часы заранее и сможешь уходить с вероятностью 99.95%. Начальство лояльно к этому. (хоть это и большой "савковый" завод)
Тесная связь с производством, ты можешь пойти чуть ли не в любой цех, поспрашивать работяг или технологов, что как работает. Они часто готовы даже мини экскурсию провести. Спокойно можешь полазить по вертолёту, который в процессе сборки, на любом этапе. По сути, это часть твоей работы, т.к. хочется/нужно увидеть место в живую. (Как дитё радовался, когда пришлось, по работе, на месте установки двигателей Ми-26 лазить)
Да, та ещё махинина)
Ещё один большой плюс... Нет. ОГРОМНЫЙ плюс - это то, что я проектирую приспособления по разным направлениям. Сегодня тележку для провозки топливного бака, завтра траверсу для подъёма лопасти, потом сварочное для патрубков, потом большое выклеечное приспособление для стеклоткани со сложным аэродинамическим контуром, потом маленькую приспособу для точечной сварки хомутов (эх, как я тогда был рад, что додумался до эксцентрика при легкоразборном соединении, аж дня два лыбу давил, пока чертежи делал). А проектирование стапеля для сборки - так вообще, да это сложная работа, первой категории, но какой класс, когда оно собирается в целое. Работа со сканированными поверхностями - отдельный вид удовольствия, когда всё получается. Ну и жопогорения, когда - нет.
Т.е. нет ощущения однообразия в работе, ты всегда делаешь что-то новое))
А что может быть лучше, когда ты идёшь по цеху и видишь свою приспособу, готовенькую, в металле! Уууух!! Минут двадцать точно возле неё покручусь. Или благодарность от работников цеха, которым я упростил работу. (девочки из покрасочного цеха наградили комплиментом мою инженерную конструкцию и меня, который, я как любой мужчина, буду помнить ещё лет 30)
Плюсом, не плохая заводская столовая, с советских времён, благо не убрали.
Заголовок то, про смену работы... И вот вы спросите "А что тебе ещё нужно, собака?"
Решился поменять место работы, ибо за эти года:
Часть сотрудников, толковых сотрудников, ушла, а пришли студенты... (Почему так? Ответ в следующем пункте.)
ЗП на 40-50% меньше чем на соседнем предприятии (хотя, примерно такой же по размерам завод), да и вообще ИТР по городу.
Часть должностных обязанностей соседних подразделений начали перекидывать на нас, даже если мы в этом плохо разбираемся. А начальство: "Вам что, сложно? Вы же конструктора, вы должны знать всё!". (Дословная цитата)
Раздача задач не по категории, т.е. сложных для не достаточно опытных. (Ну, это скорее плюс, быстрее начинаешь разбираться в теме и прогрессировать как конструктор, а не просто "перерисовывать")
Там много ещё подноготной, но считаю, её не этично раскрывать.
Это всё была прелюдия (да чтоб девочкам, такую длинную делали) (жду ветку коментов ;-))
Я вот понял, что для меня важно в работе:
- нормальная ЗП (100-120к+, чистыми) (семью кормить и не бедствовать, если у супруги форст моржовый на работе настанет) - Разнообразная работа - Результат работы в живую видеть, хоть изредка - Зашита со стороны начальства (ну или просто адекватность) - Адекватный коллектив. Многого хочу? Да! Пока верю, что такое много где есть.
В связи с определёнными советами друзей, решил найти работу в Санкт-Петербурге. Буду благодарен за наводки на подобные предприятия там. За краткий отзыв - так вообще, плюсиков в карму.
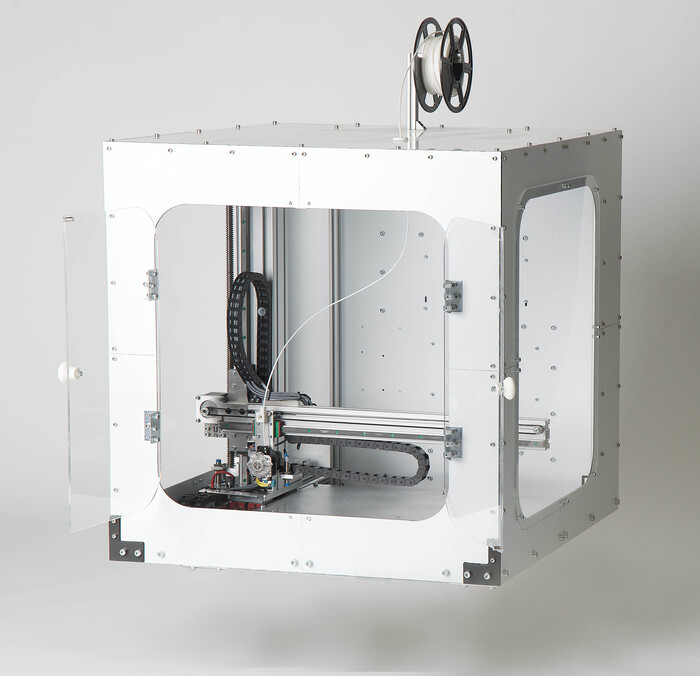
На hh не забанили) Тоже мониторю. Хожу сейчас по собеседованиям в своём городе, накапливаю опыт. Изгоняю синдром "А достаточно ли у меня знаний как инженера. А я точно востребовательный?". Дома есть пара 3D принтеров(инженер с мини производством дома, что может быть лучше?). Готов и в этом направлении моделировать и производить.
За грамматику и пунктуацию не ручаюсь, мы с ними не в ладах)
Open Source Ecology Deutschland e.V. - это некоммерческая организация, расположенная в Берлине, которая поставила перед собой цель развивать и распространять устойчивые проекты аппаратного обеспечения с открытым исходным кодом.
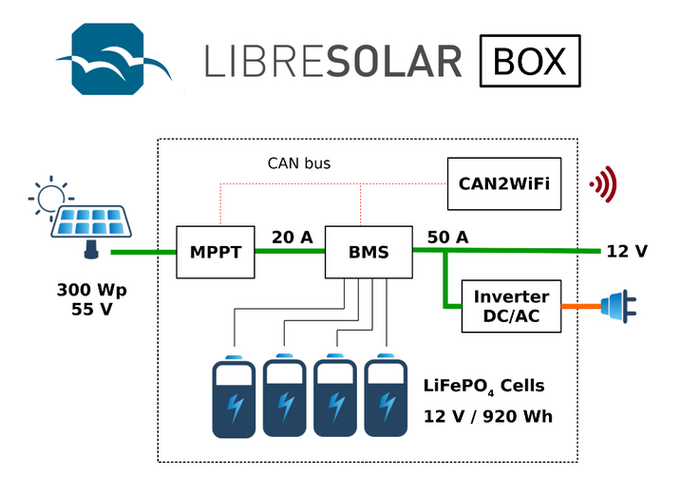
Проект OpenHardware SolarBox посвящен основам независимого фотоэлектрического источника питания и хранения энергии с использованием LiFePo4 аккумуляторов. Особое значение имеет графическое представление данных о солнечной энергии для контроля эффективности и в качестве основы для дальнейшего развития системы.
Концепция включает в себя типовые реализации на трех различных уровнях сложности, каждая из которых предназначена для трех различных областей применения и требований к производительности:
Уровень: PowerBank - для мобильных устройств
Уровень: eBike - для педальных велосипедов
Уровень: BaseLoad - для автономного электроснабжения дома
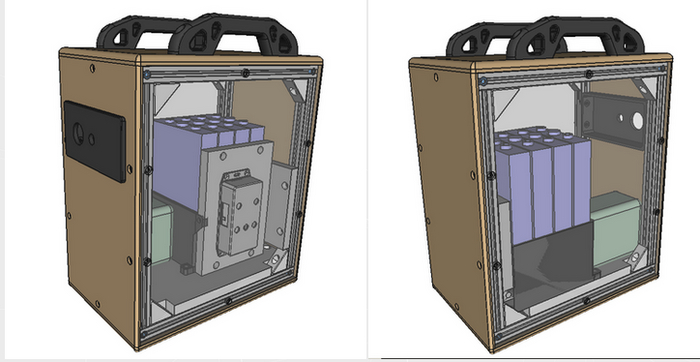
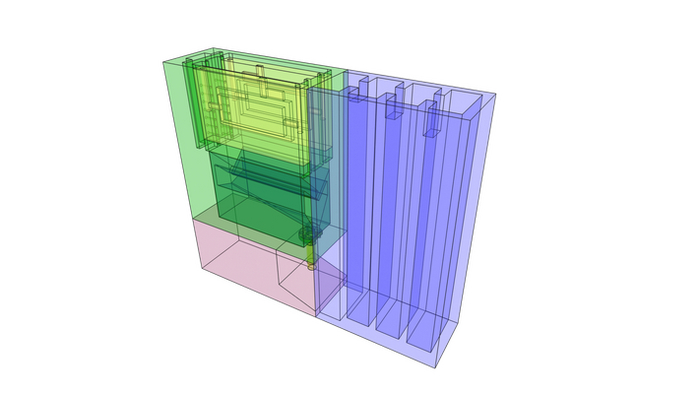
LibreSolarBox Baseload, монолитная версия с инвертором и сетевым выключателем (не показан), для стационарного применения (домашние фотоэлектрические станции, емкостью от 0,9 до 2,4 кВт/ч)
Solarbox Powerbank
Powerbank используется для питания мобильных устройств, таких как ноутбуки, планшеты или iPhone, или освещения для активного отдыха. Необходимая емкость аккумулятора (при современном уровне развития техники) составляет до 72 Ач при напряжении системы 12 вольт (= 0,9 КВт-ч). Используются солнечные панели с номинальной мощностью от 100 до 300 Вт/
LibreSolarBox V.02. Для выставок и демонстраций боковая стенка из оргстекла позволяет видеть внутренности, но можно использовать и сплошную стенку.
LibreSolarBox V.02 Каркас основан на библиотеке компонентов UniProKit
Соединения LibreSolarBox V.02: сверху вниз: Powerswitch, CAN интерфейс, USB 5V, DC 12V, MC4 разъем для фотоэлектрической панели.
Аккумулятор LibreSolarBox V.02: ячейки CAM72 от CALB емкостью 72 А*ч, общая емкость около 0,92 кВт*ч
Solarbox Powerbank является частью более крупного проекта под названием [LibreSolarBox V.02], который осуществляется в сотрудничестве с LibreSolar и рабочей группой COS(H) и основан на LibreSolar_BMS.
Каркас бокса основан на Universal Prototyping Kit, открытом аппаратном конструкторе, что обеспечивает максимальную гибкость при разработке.
Эта версия заменяет более старую, разработанную нами, и архивируется здесь: SolarBox PowerBank (ранняя версия), и здесь: SolarBox Basics.
Дополнительную информацию можно найти на нашей странице проекта в Вики:
Цель этого проекта - разработать решение для долгосрочного хранения электрической энергии.
Как проект OSEG, ZAC+ представляет собой интересную альтернативу никель-железному аккумулятору («батарея Эдисона»), включенному в список OSE-US Top50.
Однако, в отличие от него, технология более понятна и проста, особенно производство. Компоненты легче достать и они сравнительно нетоксичны, что облегчает работу с ними.
Проект состоит из двух элементов:
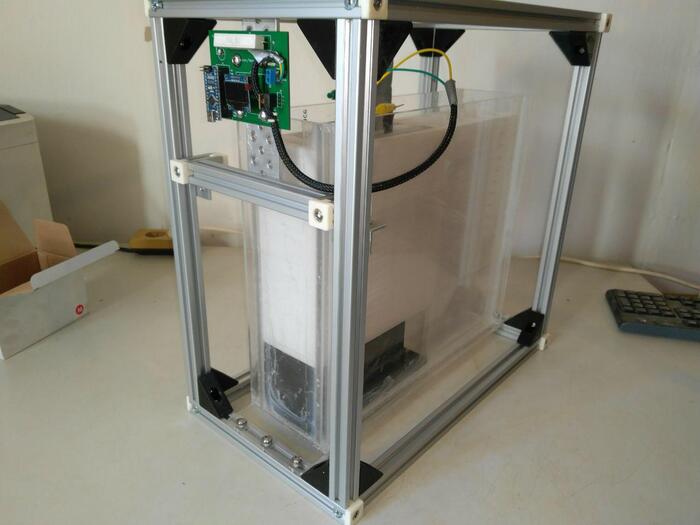
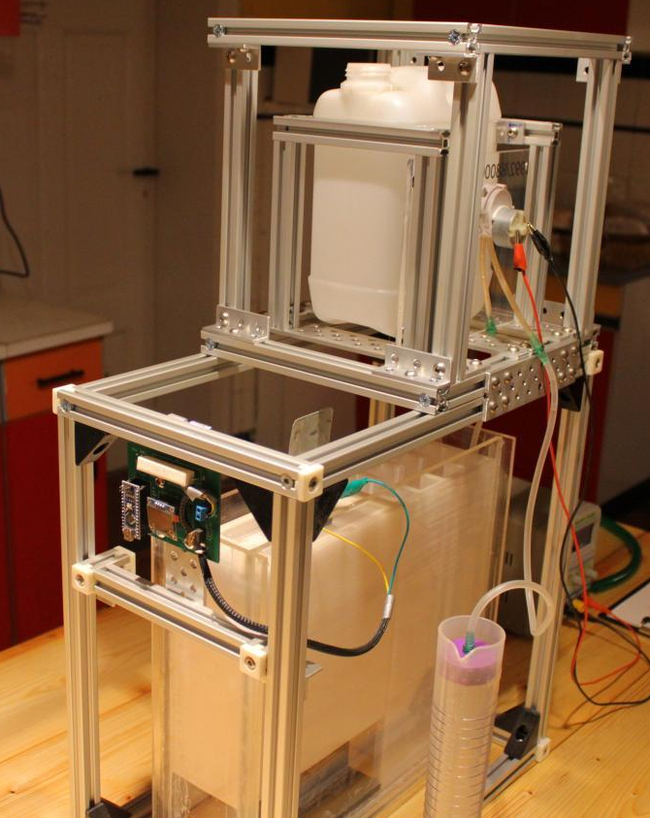
1. цинково-воздушный топливный элемент Элемент состоит из углеродного катода, проводящего атмосферный кислород, и цинкового анода. В качестве электролита используется гидроксид калия, растворенный в воде (раствор едкого кали). Цинк «холодно сжигается» в качестве топлива, то есть окисляется, и образуется оксид цинка (ZnO). Теоретически максимальная плотность энергии ZAC составляет около 1,3 кВт*ч/кг.
2-й рециклер ZnO Для регенерации или перезарядки использованного топлива оксид цинка должен быть восстановлен до цинка с использованием энергии. Это можно сделать различными способами, например, при высоких температурах (>1200°C) с добавлением углерода или более простым способом - в процессе гальванизации, который и является тем решением, на которое мы ориентируемся в данном случае.
ZAC+ обладает рядом преимуществ, особенно по сравнению с другими типами аккумуляторных систем (свинцово-кислотными, литиевыми и т. д.), в том числе следующими:
Неограниченное количество циклов
Неограниченный срок хранения
Нечувствительность к глубокому разряду и перезарядке
Простые и дешевые компоненты, доступные повсеместно
Компоненты абсолютно безвредны для окружающей среды
Самая высокая плотность энергии
Применение
Стационарные, в качестве долговременных накопителей для солнечной энергии или других альтернативных источников энергии. Пока первичная энергия доступна бесплатно, вопрос эффективности имеет второстепенное значение.
Цинково-воздушный топливный элемент имеет более высокую плотность энергии, чем литий-ионные элементы, используемые в настоящее время в широких масштабах.
Цели
Сезонное хранение большого количества энергии в течение нескольких месяцев
Определение эффективности всей системы (ZAC и утилизатор ZnO).
Функционирующий прототип
Собственное производство газодиффузионного электрода или его альтернативы
Экспозиция
Сотрудничество с внешним партнером, Revoneer
Создание прототипов с помощью аддитивного производства/3D-печати
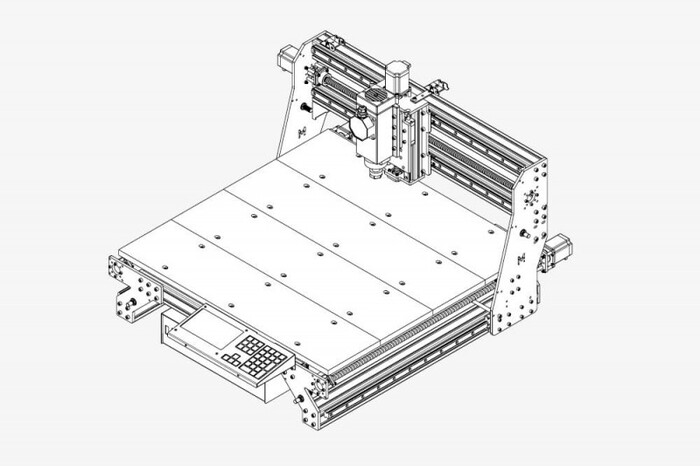
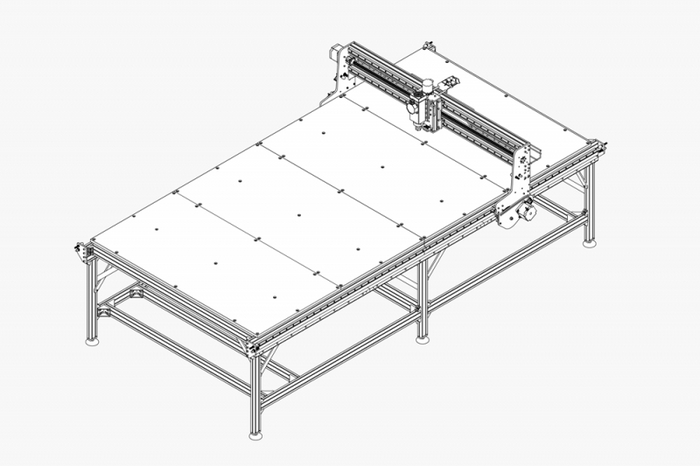
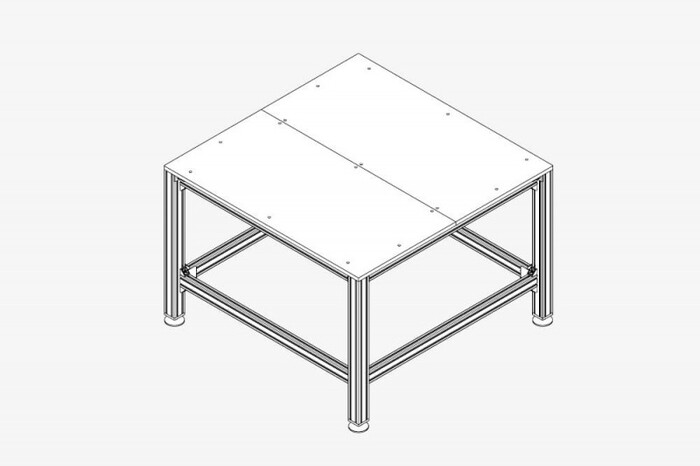
Проект Frose2 предусматривает строительство фрезерного станка OSEG с рабочей зоной примерно 100 x 70 x 8 см. Это важная часть и способствует дальнейшему развитию других проектов OSEG, например:
разработка общих прототипов
Оборудование для мастерских OpenEcoLabs: самовоспроизведение
Производственный станок для компонентов OpenHardware (например, UniProKit)
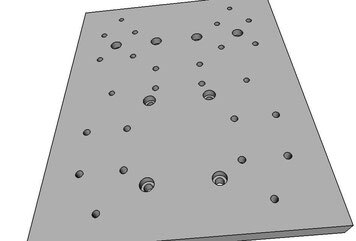
Проект LibreSolarBox: отверстия в пластинах корпуса для соединений/разъемов
Проект OHLOOM: производство деталей боковых панелей для наборов, в качестве основы для курсов (повышение квалификации) и мастер-классов.
Проект ZAC+: фрезерные реакционные камеры с входными и выходными каналами из оргстекла.
Основой для конструкции послужил каркас старого специального станка с ЧПУ на базе Isel, который можно было купить очень дешево, и который изначально состоял только из основного корпуса и осей X и Y.
Это означало, что ось Z была недоступна, и ее пришлось полностью перепроектировать и переделать.
Нам удалось использовать очень качественный конструкторский план OpenHardware от Себастьяна Конца, оператора популярного и очень рекомендуемого канала на YouTube, посвященного фрезерным станкам с ЧПУ, которого мы хотели бы еще раз поблагодарить за это.
Мы внесли несколько небольших изменений в наши условия (например, просверлили отверстия для крепления оси Z к порталу) и перенесли все CAD-файлы в предпочитаемый нами формат FreeCAD.
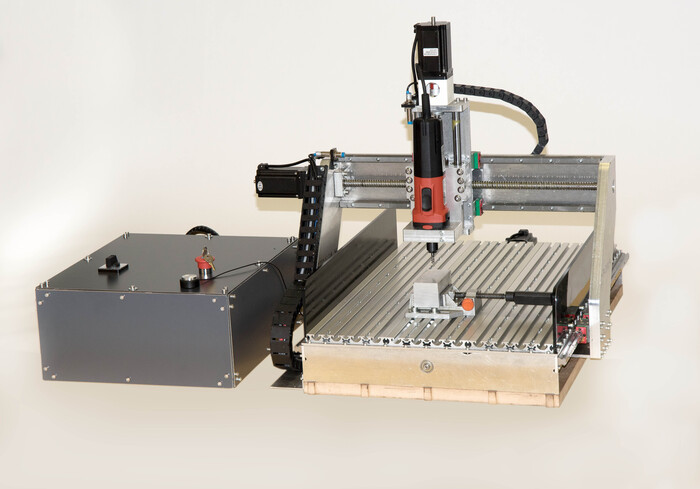
Кроме того, на всех осях были установлены новые шаговые двигатели и разработан подходящий контроллер, основанный на Arduino Nano с открытым исходным кодом и прошивкой GRBL 1.1. В качестве управляющего программного обеспечения мы используем bCNC, также имеющий открытый исходный код.
В качестве фрезерного шпинделя используется Kress 1050 FME с частотой вращения 24000 об/мин.
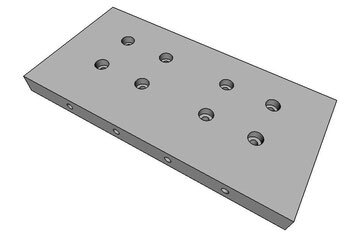
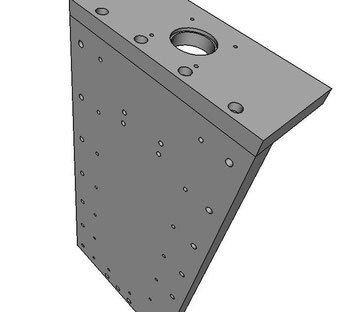
Поперечная пластина
Поперечная пластина служит для соединения шпиндельного суппорта с порталом или осью X. Это происходит через соединительную пластину, расположенную под прямым углом к ней, поэтому здесь достигается особенно высокий уровень стабильности и жесткости благодаря двум крепежным уровням, расположенным под прямым углом.
Поперечная пластина требует углубления для гайки шпинделя и теоретически может быть изготовлена из толстого куска алюминия - но для этого потребуется фрезерный станок с ЧПУ. По этой причине углубление здесь создано путем дублирования узкими алюминиевыми пластинами, что также позволяет или несколько упрощает изготовление вручную.
Поперечная пластина
соединительная пластина
Поперечная пластина с соединительной пластиной, сдваивателем и блоком шпиндельной гайки
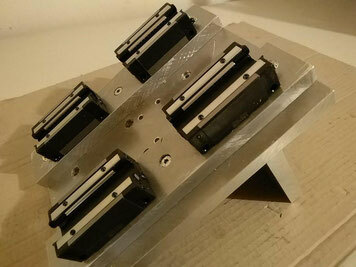
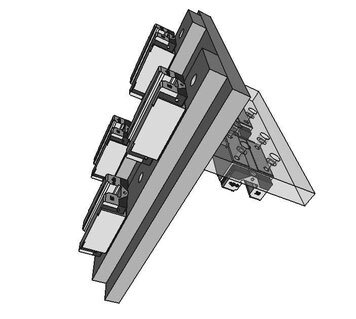
Крестовина с направляющими каретками
Полная сборка
Сборка каретки
Сборка
Плита каретки подвижно соединена с поперечной плитой с помощью линейных приводов. Направляющие каретки привинчены к задней части поперечной пластины, а рельсы прикреплены к каретке.
Блок гаек шпинделя (для приведения в движение) также соединен с поперечной плитой, а с другой стороны каретки находится шпиндель вместе с фиксированными и плавающими подшипниками и шаговым двигателем.
Собранный шаговый двигатель и фиксированный подшипник d. ШВП
Составные части
Алюминиевые панели разработаны таким образом, чтобы их можно было изготовить вручную (с помощью дрели). При выборе размеров панелей была сделана попытка использовать панели, которые уже имеют правильные стандартные размеры и поэтому не требуют дополнительной обработки. Только панель для дублеров нужно прорезать один раз по центру.
Компоненты, необходимые для оси Z
Для получения дополнительной информации и подробной спецификации материалов (BOM), вот ссылка на страницу проекта на нашей платформе Wiki:
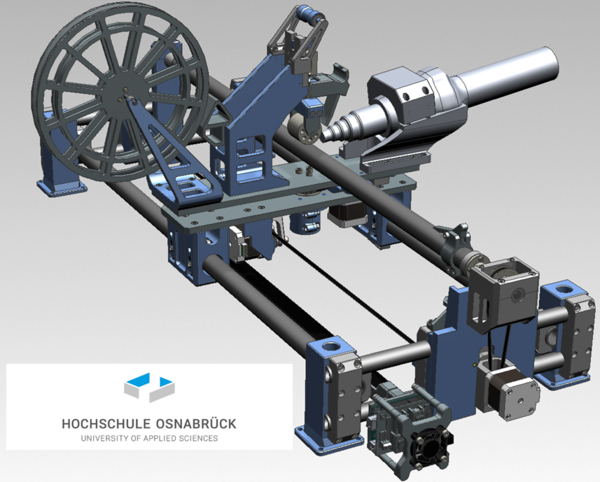
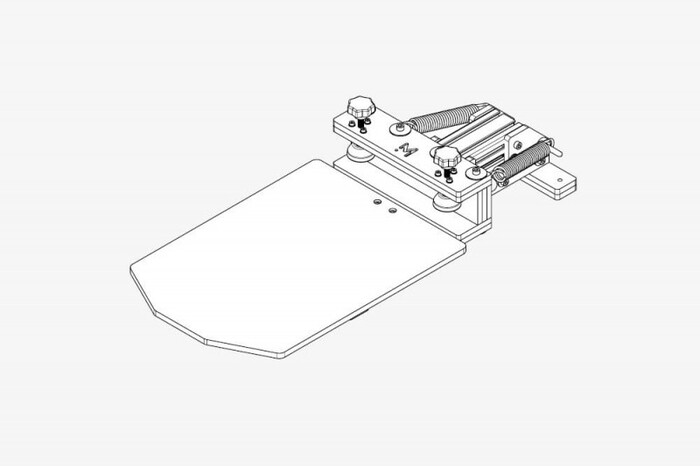
Эта намоточная машина может использоваться для производства армированных волокном труб, например (CFRP или GFRP). Размеры трубок могут быть индивидуальными и могут использоваться, например, для изготовления спортивного или туристического снаряжения. Машина работает по технологии укладки или обмотки лентой, при которой однонаправленные армированные пластиковые ленты обматываются вокруг сердечника и скрепляются с нижними слоями под воздействием источника тепла.
Намоточный станок может быть изготовлен с использованием простых производственных процессов. Большинство компонентов можно изготовить с помощью 3D-принтера FDM. Также используются стандартные детали, такие как винты, подшипники, гайки с оплавлением и пружины. Для привода осей используются компоненты, которые можно найти во многих 3D-принтерах: Шаговые двигатели, ремни и шкивы GT2, Arduino Uno, CNC shield и т.д. Остальная часть состоит из полуфабрикатов, таких как трубки и плоские профили, которые нужно распилить, просверлить и немного обработать напильником.
Размеры труб могут быть спроектированы в соответствии с личными требованиями. Станок может производить трубы диаметром 15-55 мм. Длину труб можно регулировать по желанию, только заранее необходимо скорректировать размеры станка под нужную длину труб.
Для сборки системы понадобятся следующие инструменты:
Мы поддерживаем создателей, ремесленников, мастеров нашего мира. Мы верим в тех, кто решил заняться творчеством, ручной работой и экспериментами. Создание вещей - это не просто хобби, а скорее способ формировать мир вокруг нас и придавать смысл предметам, которые мы используем каждый день.
Это то, что отличает нас от бездумного потребления; намерение, которое мы вкладываем в то, что мы делаем, и в то, как мы это потребляем.
Это то, к чему мы стремимся - к более этичному и устойчивому производству. Именно поэтому мы разрабатываем отличные машины и обеспечиваем производителей завтрашнего дня.
Мы специализируемся на субтрактивном производстве и работаем над созданием надежной экосистемы станков, основанной на ценностях с открытым исходным кодом, которые стали популярны благодаря таким проектам, как Voron Design.
Наш флагман - Millennium Machines Milo V1.5, фрезерный станок с ЧПУ, который поместится на любом рабочем столе или в любом гараже, может быть собран без каких-либо специальных инструментов или опыта и не потребует больших затрат.
Первоначальной целью проекта VORON еще в 2015 году было создание бескомпромиссного 3D-принтера, который было бы интересно собирать и использовать. Он должен был быть тихим, чистым, красивым и продолжать работать 24 часа в сутки, не требуя постоянных возни. Короче говоря, настоящая домашняя микропроизводственная машина без высокой цены. Разработка заняла больше года, при этом каждая часть была переработана, подвергнута стресс-тестированию и оптимизирована. Вскоре после релиза вокруг проекта сформировалось активное сообщество, которое продолжает расти и сегодня. Это сообщество является частью того, что делает VORON таким особенным.
То, что когда-то было делом одного человека, превратилось в небольшую сплоченную группу инженеров, объединенных общим духом проектирования. Мы стремимся создавать принтеры промышленного качества, которые можно собрать у себя на кухне. Именно эта страсть и преданность делу заставляют нас расширять границы возможного. Мы строим космические челноки с садовыми инструментами, чтобы каждый мог иметь собственный космический челнок.
Компания InMachines, рожденная в результате машиностроительной деятельности основателя Даниэле Инграссиа, была создана, чтобы заполнить пробел между коммерческими цифровыми производственными машинами и открытым оборудованием. Наша ключевая ценность заключается в создании цифровых производственных машин с открытым исходным кодом. По характеру машиностроительной деятельности наша продукция разнообразна и может обслуживать не только любого пользователя машины, но и Fab Labs, Makerspaces, техническое образование, учебные заведения (школы, университеты), международные исследовательские проекты и многое другое.
Теперь и сварка, и окраска, и сборка, и контроль качества будут осуществляться на заводе в Москве.
Доля операций производства на территории России выросла в 18 раз - вместо 50 компонентов при сборке готовых автомобилей используется более 900 деталей.
Для перехода на новый формат производства смонтировали современную роботизированную линию сварки, разработанную специально для "Москвича". Она включает в себя 114 роботов и 145 беспилотных доставщиков.
Также внедрена обработка кузова усиленным антикоррозионным покрытием. Она включает увеличенную толщину вторичного грунта, что улучшает качество и стойкость покрытия; защиту днища специальной мастикой от гравия и мелких камней; дополнительные точки впрыска воска для элементов кузова; увеличенную толщину катафорезного покрытия, чтобы обезопасить автомобиль от коррозии.
На новой линии уже собрали более 70 тестовых автомобилей. Они успешно прошли все необходимые проверки. Для обеспечения качества сборки в систему контроля было добавлено 49 дополнительных измерений и тестов (3D-измерения, ультразвуковые замеры, контроль окраски кузова).
Переход на производство по технологии полного цикла сократит логистические расходы предприятия до 25%.
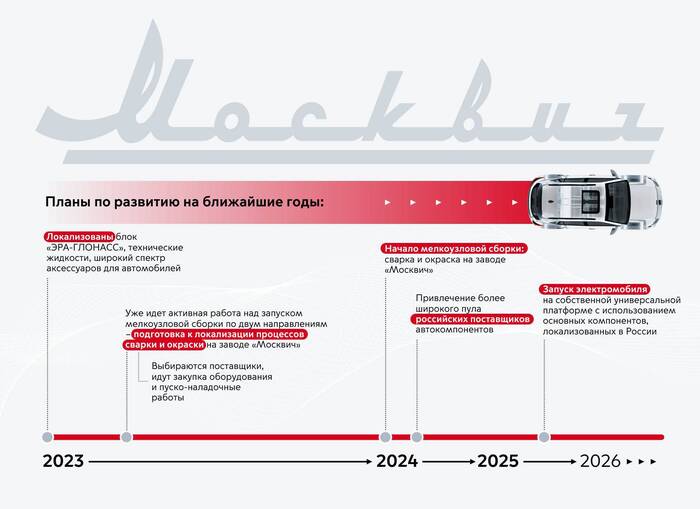
Возрождение автозавода "Москвич" проходит в три этапа в течение 6 лет. На первом этапе, который начался в декабре 2022 года, автозавод приступил к крупноузловой сборке с постепенным повышением доли локализации.
В мае 2024 года начался второй этап - производство по технологии полного цикла. Планируется также локализовать производство аккумуляторной батареи.
На третьем этапе начнется производство собственного электромобиля с использованием компонентов российского производства: аккумуляторная батарея, кузовные детали, силовые элементы управления, тормозные системы и другие компоненты. Параллельно совместно с ПАО "КамАЗ" ведется разработка собственной платформы российского электромобиля.
Объемы по металлообработке росли, но зарабатывал по-прежнему немного. И основная причина, как я понял позже, это низкая маржа, которая считалась от стоимости часа рабочего. Если рабочий просил 300р за час программы, я добавлял 20-30% и выставлял счет. Это цена при закаже большой партии, которую делать могли 1-4 месяца. Опять же такие большик сроки, были из-за того, что детали делали в свободное время, когда заводской работы мало. Но тем, не менее рабочие зарабатывали хорошо. Также благодаря, тому, что работал не один рабочей, удавалось собрать неплохую прибавку к зарплате инженера. Со временем, начал увеличивать расценки, но все равно подозреваю, они были ниже рынка значительно в 2-3раза. Особенно на единичных деталях. Ведь никто не хочет возиться со сложной деталью в количестве 1 шт. А для меня написать программу и разработать технологию обработки для одной детали или партии,без разницы. Ведь цена программы была заложена в стоимость детали. Тут я тоже дешевил сильно, так как мне казалось, что это простая работа, её делал каждый день. Поскольку оператор и наладчик, на заводе это один и тот же человек и в день они могли делать 2-4 наладки, им тоже было без разницы, просто за наладку доплачил. Но это не значит, что они это любили:)
Сейчас на рынке расценки начинаются в лучшем случае, при большой партии на несколько месяцев от 1200р./час, знаю предприятие, которое делает за меньшее, официально с НДС и получается зарабатывать. Но там расписано на год и работают круглосуточно и делают одну деталь, просто количество, идет тысячами и предоплата 100%. Тут главное, чтобы один оператор обслуживал, как можно больше станков. У них получается 4 станка на одного человека.
Я прекрасно понимал, что все когда-нибудь заканчивается. И калымить постоянно не выйдет. Придет новый директор и прикроет лавочку. А прелесть металлообработки, в отличие от той же водоочистки, это в отсутствии большого количества заказчиков. То есть мне надо несколько хороших заказчиков и они без проблем обеспечат объемом надолго. Прикинув, что если бы я сам работал за станком и делал текущие заказы, то зарабатывал больше и мне не было нужды работать на заводе и заниматься калымом. Вот с такими мыслями, начал проектировать фрезерный станок с ЧПУ с полем обработки 500*400*280мм. Не буду сильно углубляться в технические подробности. Могу сделать отдельный пост. Скажу только, станину отлил из полимербетона, закладные под направляющие и опоры из стали 40Х, закаленные до 25...28HRC. Воообще я все детали, которые делал для станка, отправлял на термическое улучшение(25...28HRC). Работы по изготовлению станка начал в декабре 2019 году и первую стружку пустил в сентября 2022года. На видео обрабатываю полиацеталь, не особо быстро, так как нет еще системы СОЖ. Если наваливаешь режимы, пластик начинает плавиться. Да и станок был настроен на более плавную работу.
Затем потратил полгода на доделки и на устранение разного рода косяков. И затем прилетает новость, что завод продали. Новое руководство закручивает гайки, насчет калыма. Стоит отдать должное, они вместе с таким решением начали поднимать зарплату существенно. И делали это они несколько раз за год, по итогу сейчас средняя зарплата на заводе, как по области, а раньше была одна из самых низких в регионе. После продажи завода, стало ясно куда ветер дует и надо решать, что делать дальше. К тому же один из основных заказчиков, желал увеличить объемы. А я думал, старые бы осилить:))) К тому моменту, я смог накопить финансовую подушку на несколько месяцев. И решил оформить кредит и вдобавок к своему фрезеру, купить еще один фрезерный станок с ЧПУ из Китая за 120 000юаней. Так как боялся, что если мой станок встанет колом, то будет второй, который не даст просрать сроки и обязательства. Также мной был ранее выкуплен универсальный токарный станок у завода по хорошей цене. Его я тоже модернизировал, добавил цифровой дисплей и линейки(УЦИ), чтобы по лимбам не смотреть, а видеть фактическое передвижение резца. Так как понимал, что ловить сотки по лимбам мне будет не просто из-за отсутствия токарного опыта:) Также заменил 4 позиционную державку на швейцарский мультификс, для удобства.
Весной переехал из своего маленького цеха в 25 квадратов, в помещение побольше 52кв.м. Всю весну и лето после работы, вечерами пропадал в цехе, делал разные детальки и планировал уход с завода осенью. К концу лета приехал китайский станок VMC425.
Этот станок значительно удобнее, чем мой. Так как мой не доделан, в плане удобства и отсутствия автосмены. Но мой станок оказался мощнее. Не было такого, чтобы обороты падали при обработке фрезой Ф50 по 1,5мм на подаче 2000мм/мин. А на китайце они проседают сильно. Но небольшими фрезами до 10 диаметра работает нормально. Но и поле обработки меньше 425*250*450мм. По высоте удобно сверлить высокие детали. Про это тоже, можно сделать отдельный пост. Но на ютубе есть обзоры этого станка.
Когда запустил китайца и поработав на нем, я все для себя решил, что пора уходить с завода. Сообщил начальству, что ухожу в свободное плавание и буду работать на себя. Завод без меня не развалился:) Все живы и здоровы, но мой уход, это все равно печально, особенно для коллег, которым придется в случае изменения чертежа, придется за меня вносить изменения в модель и пересчитывать программы для фрезерных станков. А за 13 лет работы, я написал очень много программ, а в некоторые я бы не советовал лазить без лишний надобности. Так как за эти года я прошел путь от студента до специалиста и треша там хватает:) В принципе, как и у всех.
На сегодняшний момент на заводе практически не делают калым, так как убрали любые возможности, чтобы это делать безопасно и легко. Подняли зарплаты, усилили контроль за рабочими, мастерами и участками. Но уровень доходов операторов раньше был выше, чем текущая зарплата, но люди не разбегаются, значит все устраивает.
Скоро будет год, как покинул завод и все это время, я работаю один и мне это нравится. Заказчик, который хотел увеличить объемы, немного сдулся и уже полгода мне должен приличную сумму. Отдаёт потихоньку и отдаст. Это тот самый первый мой заказчик с которого все началось. Вся его продукция в части механической обработки, почти полностью, была сделана мною. Просто сейчас у него трудный период, но думаю выкрутится и начнет заказывать. Отчасти его успех был, благодаря низкой цене, которую я давал.
Когда сам встал за станок, то увидел насколько низкая была цена, особенно на железо. Я начал поднимать её и тут пошли вопросы, почему цена увеличилась в 2-3 раза. А ответ простой, если делать его детали по старым ценам, то выгодней уйти в найм и работать по специальности инженером-программистом по станка с ЧПУ и получать 100-120тыс в месяц. Я все обосновал и сказал, старых цен не будет, так как больше нет возможности делать на заводе детали. Единственное по алюминиевым деталям, оказалось интересная ситуация, думал они убыточными будут у меня на производстве со старыми ценами! Но мои режимы резания по алюминию было очень лайтовыми(низкими), когда сам увидел как работает фреза и стал экспериментировать, так сказать наваливать, то обнаружил, что детали прибыльны. Я уменьшал трудоемкость в 2-3 раза, это позволило, оставить на части деталях старые цены.
На сегодняшний день я продал универсальный токарный станок, а на его место купил новый китайский с ЧПУ, приедет через неделю. Старый станок, что не говори старый и он потихоньку сдает позиции, то там отойдет контакт, то еще какая-нибудь зараза, да и нету у меня для него работы. Мне проще программу на станок написать, чем ручки крутить!
Если говорить про деньги, то выхлопа больше с цеха. Правда я уже как наркоман, если появляются свободные деньги покупаю оснастку, меритель и еще кучу всякого:) Покупаю практически все на таобао.
На этом я заканчиваю серию постов. Буду писать на отдельные темы, которые затронул в этой серии, да и новое, что-нибудь напишу. Если что-то интересует конкретное, пишите в комментариях. Благодарю, что дочитали:)
🚛КамАЗ представил суперсовременный карьерный самосвал, который одинаково подходит и для Сибири, и для Африки. Машина предназначена для использования при температуре от - 40 до + 40 °C.
Попался мне тут пост, на Пикабу, несколько дней назад, ну и навеяло тоже поделиться наболевшим. Пост исходный к сожалению не нашёл, если чё - в комментарии киньте, кто поймёт о каком посте речь. Станки, вернее даже - станкостроение у нас, иначе, как руинами на трупе СССР, назвать нельзя. Работаю в металлургической отрасли, что снабжает ту часть нашей промышленности - которая приносит России матушке много-много денег, на этом подробности всё, ибо пункт о сохранении корпоративной тайны у нас имеется, да и прецеденты уже были. Начинал как слесарь-ремонтник, далее - оператор ЧПУ, нынче - наладчик. И соответственно - у нас в цехах из оборудования сделанного на территории РФ - только советские образцы. Всё остальное ""от батона, до гoндoнa" - иностранцы. Термоотдел - американцы, ЧПУ - немцы. Были. Теперь активно замещаем китайцами. Своего - ни хрена. Совсем ни хрена. Запчасти - ооо, это отдельная попо-боль. На одном из станков сдох ходовой винт, на немецком. Новый доставали по мутным схемам, ждали 8 месяцев! Восемь месяцев КАРЛ!!! Во всей стране не нашлось ни одного предприятия, где смогли бы отлить на заказ такой же, только новый, и что бы с претензионной точностью!!! На соседнем участке помер другой станок - навернулись мозги, стоит уже второй год, простаивает. Новый редуктор можно ждать до года, пока ждём - слесаря из говна, палок и десятка старых собирают как могут, хоть что-то рабочее.
И каких либо подвижек в хорошую сторону я пока не наблюдаю. Хотя очень хотелось бы. А господам ура-патриотам, из разряда "ты всё врешь, ЦИПСО разлогинься, у нас так не бывает" - неадекватным в своём угаре, могут пожелать сходить в задницу. Ибо, когда ты отказываешься видеть объективные проблемы - ты не патриот. Тут другое слово более уместно. Надеюсь у меня хватит терпения доработать тут до того момента - когда я увижу своими глазами новый, с иголочки станок ЧПУ, где все-все-все будет сделано у нас в России, от корпуса - и до последней кнопки, от материнской платы - до редуктора и сенсорного экрана.